
Odkryj sprawdzone metody efektywnego wygładzania wydruków 3D dla idealnego wykończenia.
- Szlifowanie to uniwersalna metoda dla PLA, ABS, PETG, wymagająca stopniowania gradacji papieru.
- ABS i ASA wygładzisz chemicznie oparami acetonu, pamiętając o bezpieczeństwie.
- PLA i PETG najlepiej reagują na metody mechaniczne, żywice epoksydowe lub ostrożną obróbkę termiczną.
- Szpachle i podkłady wypełniają linie warstw, ułatwiając dalsze szlifowanie.
- Zawsze stosuj środki ochrony osobistej, szczególnie przy chemikaliach i wysokich temperaturach.
- Unikaj przegrzewania i zbyt agresywnego szlifowania, by nie uszkodzić detali.
Dlaczego idealnie gładka powierzchnia wydruku 3D ma znaczenie?
Od estetyki po funkcjonalność kiedy warto zainwestować czas w post-processing
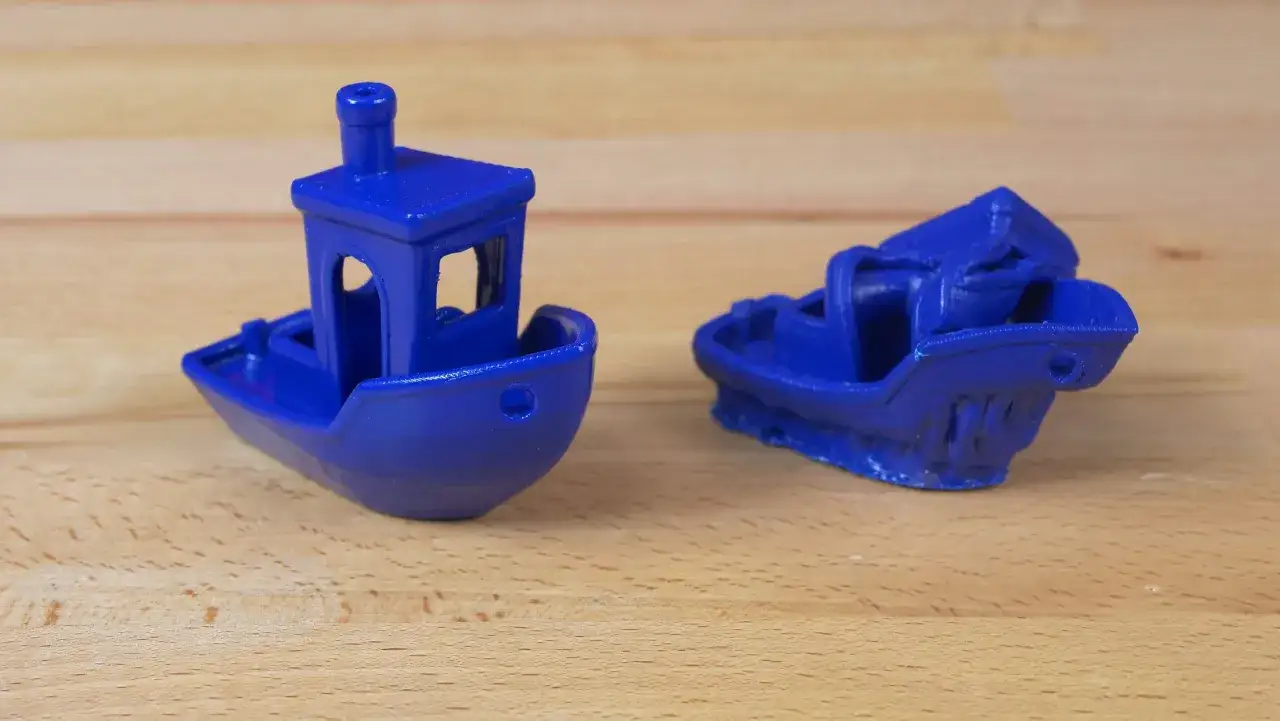
Kiedy patrzymy na surowy wydruk 3D, często widzimy charakterystyczne linie warstw, które, choć świadczą o technologii, nie zawsze są pożądane. Właśnie dlatego post-processing, czyli obróbka końcowa, jest tak istotny. Pozwala on nie tylko na ukrycie tych niedoskonałości i nadanie modelowi profesjonalnego, estetycznego wyglądu, ale także znacząco wpływa na jego funkcjonalność. Gładka powierzchnia to mniejsze tarcie, lepsze dopasowanie elementów, a także większa odporność na zabrudzenia. Z mojego doświadczenia wynika, że to właśnie dbałość o detale na tym etapie decyduje o tym, czy wydruk będzie tylko prototypem, czy też gotowym produktem, który z dumą pokażesz światu.
Przegląd technik wygładzania: Co musisz wiedzieć, zanim zaczniesz?
Świat wygładzania wydruków 3D jest bogaty i oferuje wiele dróg do osiągnięcia celu. Zanim jednak zanurkujemy w szczegóły, warto zrozumieć, że nie ma jednej uniwersalnej metody dla wszystkich materiałów. Wybór techniki czy to mechanicznej, chemicznej, czy termicznej jest ściśle związany z rodzajem filamentu (PLA, ABS, PETG) oraz efektem, jaki chcemy uzyskać. Każda z nich ma swoje zalety i wymaga specyficznego podejścia, narzędzi oraz, co najważniejsze, wiedzy o bezpieczeństwie. Przygotuj się na to, że będziesz musiał eksperymentować, ale obiecuję, że efekty są tego warte.
Fundament idealnej gładkości: Metody mechaniczne dla każdego materiału
Metody mechaniczne to podstawa post-processingu i często pierwszy krok w drodze do idealnie gładkiego wydruku. Są uniwersalne i stosunkowo bezpieczne, choć wymagają cierpliwości i precyzji.
Szlifowanie krok po kroku: Jak dobrać papier i uniknąć uszkodzenia detali?
Szlifowanie to najbardziej powszechna i uniwersalna metoda, która sprawdzi się niemal z każdym materiałem. Kluczem do sukcesu jest tu stopniowanie gradacji papieru ściernego. Oto jak to robię:
- Zacznij od niskiej gradacji: Do usunięcia największych nierówności i wyraźnych linii warstw używam papieru o gradacji 150-200. Pamiętaj, aby szlifować delikatnie i równomiernie, nie naciskając zbyt mocno.
- Stopniowe zwiększanie gradacji: Następnie przechodzę do papieru 400, potem 600, 800, a na koniec nawet 1000-4000. Każdy kolejny krok ma za zadanie usunąć rysy pozostawione przez poprzedni papier i stopniowo wygładzić powierzchnię.
- Narzędzia pomocnicze: Do płaskich powierzchni niezastąpiony jest klocek szlifierski, który zapewnia równomierny nacisk. Do detali i zaokrągleń polecam elastyczne gąbki szlifierskie lub małe pilniki modelarskie.
Aby uniknąć uszkodzenia drobnych detali, zawsze szlifuj je z największą ostrożnością, używając drobnoziarnistego papieru lub specjalnych narzędzi. Czasem lepiej jest pominąć szlifowanie bardzo delikatnych elementów i skupić się na większych powierzchniach.
Szlifowanie na sucho vs. na mokro: Którą technikę wybrać i dlaczego jest to ważne?
Szlifowanie na sucho jest szybsze, ale generuje dużo pyłu i może prowadzić do nagrzewania się plastiku, co w skrajnych przypadkach może spowodować jego topienie i zapychanie papieru. Zdecydowanie zalecam szlifowanie na mokro. Dlaczego? Po pierwsze, woda działa jak smar, zmniejszając tarcie i zapobiegając przegrzewaniu się plastiku. Po drugie, skutecznie usuwa pył, co nie tylko poprawia jakość powierzchni, ale także jest zdrowsze dla Twoich płuc. W efekcie uzyskujemy znacznie gładszą i bardziej jednolitą powierzchnię.
Magia wypełniaczy: Jak używać szpachli natryskowej (filler primer) do ukrycia warstw?
Jeśli masz do czynienia z wydrukami o wyraźnych liniach warstw lub drobnymi niedoskonałościami, które trudno usunąć samym szlifowaniem, z pomocą przychodzą wypełniacze. Szpachla natryskowa, zwana również filler primerem, to mój ulubiony sposób na szybkie i skuteczne wypełnienie mikroszczelin. Po nałożeniu kilku cienkich warstw i wyschnięciu, powierzchnia staje się znacznie łatwiejsza do szlifowania, ponieważ szpachla jest bardziej miękka niż sam plastik. Alternatywnie, można użyć szpachli modelarskiej lub samochodowej do większych ubytków, aplikując ją precyzyjnie pędzlem lub szpatułką.
Efekt szkła bez chemii: Kiedy i jak stosować żywice epoksydowe (np. XTC-3D)?
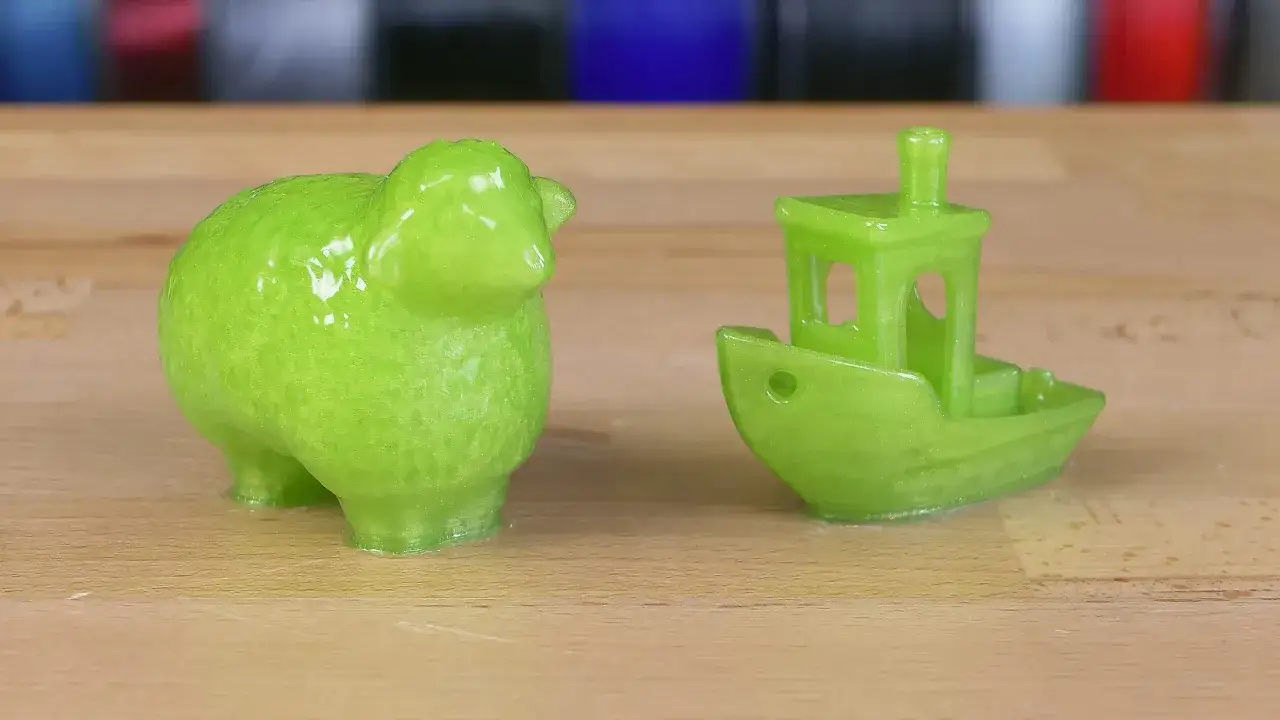
Dla tych, którzy pragną uzyskać efekt niemal lustrzanej gładkości bez uciekania się do rozpuszczalników chemicznych, idealnym rozwiązaniem są specjalistyczne żywice epoksydowe, takie jak popularny XTC-3D. Te dwuskładnikowe żywice tworzą samopoziomującą, gładką i błyszczącą warstwę na powierzchni wydruku, skutecznie wypełniając wszelkie nierówności i linie warstw. Po utwardzeniu, żywica może być dalej szlifowana i malowana, co daje ogromne możliwości wykończenia. Metoda ta jest skuteczna dla większości twardych materiałów, w tym PLA, ABS i PETG, i pozwala uzyskać naprawdę spektakularne rezultaty.

Wygładzanie chemiczne: Przewodnik po rozpuszczalnikach i bezpieczeństwie
Wygładzanie chemiczne to potężne narzędzie, które pozwala osiągnąć niezwykłą gładkość, ale wymaga dużej ostrożności i ścisłego przestrzegania zasad bezpieczeństwa.
Tajemnica ABS i ASA: Jak uzyskać lustrzaną powierzchnię za pomocą oparów acetonu?
Dla materiałów takich jak ABS i ASA, wygładzanie chemiczne oparami acetonu to prawdziwa magia. Proces ten pozwala uzyskać niemal lustrzaną powierzchnię, zacierając wszelkie linie warstw. Oto jak to robię:
- Przygotowanie komory: Potrzebujesz szczelnego pojemnika (np. szklanego słoika lub plastikowego pudełka), w którym na dnie umieścisz niewielką ilość acetonu. Ważne, aby model nie miał bezpośredniego kontaktu z cieczą. Możesz użyć kawałka folii aluminiowej lub metalowej siatki jako podwyższenia.
- Umieszczenie modelu: Ostrożnie umieść wydruk na podwyższeniu w pojemniku.
- Ekspozycja na opary: Zamknij pojemnik i pozwól oparom acetonu działać. Czas ekspozycji zależy od wielkości modelu i pożądanego efektu zazwyczaj od 15 minut do kilku godzin. Regularnie sprawdzaj postępy, aby uniknąć nadmiernego rozpuszczenia.
- Suszenie: Po uzyskaniu pożądanej gładkości, wyjmij model z komory i pozostaw go w dobrze wentylowanym miejscu do całkowitego wyschnięcia i utwardzenia.
Alternatywnie, dla mniejszych detali, można ostrożnie nanosić aceton pędzlem, ale ta metoda wymaga jeszcze większej precyzji i doświadczenia, aby uniknąć zacieków.
Bezpieczeństwo przede wszystkim: Jak zbudować bezpieczną komorę do wygładzania parowego w domu?
Praca z acetonem wymaga rygorystycznych środków bezpieczeństwa. Aceton jest łatwopalny i jego opary są szkodliwe. Zawsze pamiętaj o:
- Wentylacji: Pracuj wyłącznie w dobrze wentylowanym pomieszczeniu, najlepiej na zewnątrz lub przy otwartym oknie.
- Z dala od ognia: Trzymaj aceton z dala od wszelkich źródeł ognia, iskier i gorących powierzchni.
- Środkach ochrony osobistej: Zawsze używaj rękawiczek ochronnych (najlepiej nitrylowych), okularów ochronnych i maski przeciwpyłowej lub z filtrem chemicznym.
Prosta, bezpieczna komora to szczelny pojemnik (szklany lub metalowy jest najlepszy, plastik może reagować z acetonem), w którym na dnie umieszczasz niewielką ilość acetonu (np. na nasączonym ręczniku papierowym). Model umieszczasz na podwyższeniu, tak aby nie dotykał acetonu. Upewnij się, że pojemnik jest szczelny, aby opary nie uciekały do pomieszczenia w nadmiernej ilości.
Wyzwanie z PLA: Czy chemiczne wygładzanie tego materiału jest możliwe i czy warto?
PLA jest materiałem bardzo popularnym, ale niestety odpornym na aceton. Oznacza to, że tradycyjne wygładzanie chemiczne, tak skuteczne dla ABS, nie zadziała. Istnieją inne rozpuszczalniki, takie jak octan etylu czy chloroform, które mogą wygładzić PLA, ale są one znacznie trudniej dostępne i dużo bardziej niebezpieczne w użyciu w warunkach domowych. Moje doświadczenie podpowiada, że dla PLA znacznie bezpieczniejsze i bardziej praktyczne są metody mechaniczne, aplikacja żywic epoksydowych oraz ostrożna obróbka termiczna. Nie warto ryzykować zdrowia dla chemicznego wygładzania PLA.
Problem z PETG: Dlaczego ten materiał jest tak odporny i jakie są alternatywy?
PETG to kolejny materiał, który charakteryzuje się wysoką odpornością chemiczną. Podobnie jak PLA, nie reaguje na aceton, a inne rozpuszczalniki są mało skuteczne lub zbyt niebezpieczne. Wygładzanie chemiczne PETG jest więc trudne i zazwyczaj nieefektywne. W przypadku tego filamentu, najlepsze rezultaty osiąga się poprzez metody mechaniczne, takie jak szlifowanie, oraz bardzo ostrożną obróbkę termiczną. Skupienie się na tych technikach pozwoli Ci uzyskać satysfakcjonujące wykończenie PETG.
Obróbka termiczna szybka metoda dla ostrożnych
Obróbka termiczna to szybka, ale wymagająca precyzji metoda, która może znacząco poprawić gładkość wydruku.
Jak używać opalarki, by wygładzić, a nie stopić wydruk?
Użycie opalarki do wygładzania wydruków 3D to technika, która wymaga wyczucia i praktyki. Chodzi o to, aby delikatnie zmiękczyć powierzchnię plastiku, pozwalając mu "rozpłynąć się" i zredukować widoczność linii warstw, nie doprowadzając do jego stopienia czy deformacji. Zawsze ustawiam opalarkę na możliwie najniższą temperaturę i utrzymuję ją w ciągłym ruchu, w odległości kilku centymetrów od modelu. Kluczem jest równomierne ogrzewanie, krótkimi, kontrolowanymi ruchami. Obserwuj powierzchnię gdy zobaczysz, że linie warstw zaczynają się zacierać, natychmiast odsuń źródło ciepła.
Precyzyjna kontrola temperatury: Klucz do sukcesu przy pracy z PLA i PETG
Precyzyjna kontrola temperatury jest absolutnie kluczowa, zwłaszcza w przypadku PLA i PETG. PLA ma stosunkowo niską temperaturę topnienia, co sprawia, że jest bardzo podatne na deformacje. PETG, choć bardziej odporne, również może się łatwo odkształcić przy zbyt wysokiej temperaturze. Zawsze zalecam praktykę na testowych wydrukach, aby opanować technikę i znaleźć optymalną odległość oraz czas ekspozycji na ciepło dla danego materiału i grubości ścianki. Pamiętaj, że lepiej jest zastosować kilka krótkich sesji ogrzewania niż jedną zbyt długą i intensywną.
Od surowego wydruku do profesjonalnego modelu: Kompletny proces obróbki
Przekształcenie surowego wydruku w profesjonalny model to proces wieloetapowy. Oto moje sprawdzone kroki:
Krok 1: Usuwanie podpór i wstępne szlifowanie zgrubne
Pierwszym krokiem jest zawsze ostrożne usunięcie podpór. Używam do tego precyzyjnych szczypiec lub skalpela. Następnie wykonuję wstępne, zgrubne szlifowanie papierem o niskiej gradacji (np. 150-200), aby usunąć wszelkie pozostałości po podporach, większe nierówności i najbardziej widoczne linie warstw. To etap, na którym kształtujemy podstawę pod dalsze prace.
Krok 2: Wypełnianie nierówności szpachlą i jej szlifowanie
Po wstępnym szlifowaniu, dokładnie oglądam model w poszukiwaniu wszelkich ubytków, głębokich rys czy nadal widocznych linii warstw. W tych miejscach aplikuję szpachlę modelarską lub samochodową. Po wyschnięciu szpachli, szlifuję ją delikatnie, stopniowo zwiększając gradację papieru, aż do uzyskania idealnie gładkiej powierzchni, która stapia się z resztą modelu.
Krok 3: Aplikacja podkładu i finalne szlifowanie na mokro
Kiedy powierzchnia jest już gładka i wolna od większych niedoskonałości, nakładam podkład w sprayu (filler primer). Podkład nie tylko dodatkowo wypełnia mikroszczeliny, ale także tworzy jednolitą bazę pod malowanie. Po wyschnięciu podkładu, wykonuję finalne szlifowanie na mokro papierem o bardzo wysokiej gradacji (1000-4000). Ten etap jest kluczowy dla uzyskania perfekcyjnej gładkości przed nałożeniem farby.
Krok 4: Malowanie i lakierowanie ostateczny szlif Twojego projektu
Ostatnim etapem jest malowanie i lakierowanie. Wybieram farby odpowiednie do plastiku (np. akrylowe w sprayu lub do aerografu). Maluję cienkimi, równomiernymi warstwami, pozwalając każdej z nich wyschnąć. Na koniec, dla ochrony i nadania pożądanego wykończenia (mat, satyna, połysk), aplikuję lakier bezbarwny. To właśnie ten etap nadaje projektowi ostateczny, profesjonalny wygląd i zabezpiecza go przed czynnikami zewnętrznymi.
Najczęstsze błędy przy wygładzaniu i jak ich unikać
Każdy z nas popełnia błędy, zwłaszcza na początku. Wiedza o nich pomoże Ci ich unikać i szybko osiągnąć mistrzostwo w wygładzaniu.
„Przeszlifowałem! ” czyli jak chronić ostre krawędzie i drobne detale
Jednym z najczęstszych błędów jest zbyt agresywne szlifowanie, które prowadzi do zaokrąglenia ostrych krawędzi i zniszczenia drobnych detali. Aby tego uniknąć, zawsze szlifuj z umiarem, używając lżejszego nacisku w pobliżu detali. Do bardzo małych elementów używam elastycznych gąbek szlifierskich lub patyczków z papierem ściernym o bardzo drobnej gradacji. Pamiętaj, że celem jest wygładzenie, a nie zmiana kształtu.
Zacieki i odkształcenia: Jak uniknąć katastrofy przy wygładzaniu chemicznym i termicznym
Przy wygładzaniu chemicznym zbyt duża ilość acetonu lub zbyt długi czas ekspozycji może prowadzić do nieestetycznych zacieków, a nawet do całkowitego zniszczenia modelu. Zawsze zaczynaj od krótkich czasów i małych ilości chemikaliów. Podobnie jest z obróbką termiczną przegrzanie to prosta droga do odkształceń i stopienia plastiku. Kluczem jest kontrola, precyzja i cierpliwość. Lepiej działać stopniowo i obserwować efekty, niż spieszyć się i zniszczyć wiele godzin pracy.
Przeczytaj również: Ile kosztuje drukarka 3D? Ceny, ukryte koszty, jak wybrać.
Niewłaściwe przygotowanie powierzchni: Dlaczego podkład i farba odpadają?
Nie ma nic bardziej frustrującego niż odpadająca farba lub podkład. Najczęściej przyczyną jest niewłaściwe przygotowanie powierzchni. Brak dokładnego szlifowania (farba nie ma się czego trzymać), niedokładne czyszczenie (tłuszcz, kurz, odciski palców) lub pominięcie etapu podkładowania to prosta droga do problemów z przyczepnością. Zawsze upewnij się, że powierzchnia jest czysta, sucha i matowa po szlifowaniu, zanim nałożysz podkład, a następnie farbę. Każdy etap przygotowania jest równie ważny dla trwałego i estetycznego wykończenia.