Druk 3D z filamentu PETG może być niezwykle satysfakcjonujący, oferując wydruki o doskonałych właściwościach mechanicznych. Jeśli szukasz kompleksowego przewodnika, który krok po kroku przeprowadzi Cię przez tajniki drukowania z PETG, niezależnie od Twojego doświadczenia, to właśnie trafiłeś idealnie. W tym artykule znajdziesz nie tylko sprawdzone ustawienia, ale także skuteczne rozwiązania najczęstszych problemów, które pomogą Ci osiągnąć perfekcyjne rezultaty.
Opanuj druk z PETG kluczowe wskazówki dla perfekcyjnych wydruków.
- PETG łączy wytrzymałość z łatwością druku, ale wymaga specyficznych ustawień.
- Kluczowe parametry to temperatura dyszy (220-250°C) i stołu (70-90°C).
- Pamiętaj o niskim chłodzeniu (20-50%) i optymalnej retrakcji (25-40 mm/s, 3-7 mm).
- Suszenie filamentu jest niezbędne, by uniknąć nitkowania i pęcherzy.
- Problemy z adhezją rozwiążesz, stosując warstwę separującą lub kalibrując stół.
- Drukuj z PETG bez frustracji, stosując się do sprawdzonych metod.
PETG: Twój nowy ulubiony filament. Poznaj tajniki druku bez frustracji
PETG, czyli politereftalan etylenu modyfikowany glikolem, to materiał, który w świecie druku 3D zdobywa coraz większą popularność, i szczerze mówiąc, nie dziwię się temu ani trochę. To prawdziwy kameleon, łączący w sobie to, co najlepsze z PLA i ABS. Z jednej strony, jest stosunkowo łatwy w druku, podobnie jak PLA, co jest ogromną ulgą dla wielu z nas. Z drugiej strony, oferuje wytrzymałość mechaniczną i odporność na temperaturę, które kojarzymy z ABS-em, ale bez jego kapryśnego charakteru i nieprzyjemnego zapachu. PETG charakteryzuje się doskonałą odpornością na uderzenia, co czyni go idealnym do części, które muszą znieść trochę więcej. Jest też elastyczny, co jest jego kolejnym atutem. Co więcej, wykazuje dobrą odporność na wilgoć i wiele chemikaliów, co rozszerza jego zastosowania daleko poza typowe figurki dekoracyjne. To właśnie te właściwości sprawiają, że PETG stał się moim materiałem z wyboru do wielu projektów.Kiedy warto sięgnąć po PETG? Najczęstsze zastosowania, które Cię zainspirują
Dzięki swoim unikalnym właściwościom, PETG jest doskonałym wyborem do wielu zastosowań, które wymagają czegoś więcej niż standardowe PLA. Oto kilka przykładów, które często realizuję:
- Części funkcjonalne: Ze względu na swoją wytrzymałość i elastyczność, PETG świetnie sprawdza się do drukowania elementów, które będą narażone na obciążenia mechaniczne, takich jak zębatki, zawiasy czy obudowy.
- Elementy mechaniczne: Odporność na ścieranie i uderzenia sprawia, że PETG jest idealny do części maszyn, prototypów czy narzędzi.
- Obudowy i uchwyty: Jeśli potrzebujesz trwałej obudowy dla elektroniki lub ergonomicznego uchwytu, PETG zapewni zarówno estetykę, jak i funkcjonalność.
- Pojemniki na płyny: Odporność na wilgoć i niektóre chemikalia sprawia, że można go używać do drukowania pojemników (choć zawsze warto sprawdzić kompatybilność z konkretną substancją).
- Części zewnętrzne: Jego odporność na warunki atmosferyczne (do pewnego stopnia) pozwala na zastosowanie w elementach, które będą używane na zewnątrz.
Przygotowanie sprzętu i materiału fundamenty sukcesu
Z mojego doświadczenia wynika, że kluczem do udanego druku z PETG jest odpowiednie przygotowanie, a zwłaszcza dbałość o filament. PETG jest materiałem higroskopijnym, co oznacza, że z ogromną łatwością chłonie wilgoć z otoczenia. Kiedy wilgotny filament jest podgrzewany w dyszy, woda zamienia się w parę, tworząc pęcherzyki, które objawiają się jako nitkowanie, słaba adhezja warstw, a nawet pęcherze i nierówności na powierzchni wydruku. To prawdziwy koszmar! Dlatego suszenie filamentu przed drukiem to absolutna podstawa, której nie można lekceważyć. Ja zawsze mam pod ręką dedykowaną suszarkę, ale są też inne sprawdzone metody:- Dedykowana suszarka do filamentów: To najwygodniejsze i najskuteczniejsze rozwiązanie. Ustawiam zazwyczaj na około 65°C i suszę przez 4-8 godzin, w zależności od tego, jak długo filament leżał otwarty.
- Piekarnik: Można użyć piekarnika, ale z dużą ostrożnością! Należy ustawić niską temperaturę (również około 65°C) i upewnić się, że temperatura jest stabilna i nie przekracza punktu mięknienia PETG. Zawsze zostawiam lekko uchylone drzwiczki, aby wilgoć mogła uciec.
- Podgrzewany stół drukarki: To doraźne rozwiązanie. Kładę szpulę na stole ustawionym na 65-70°C i przykrywam ją kartonowym pudłem, aby zatrzymać ciepło. To mniej efektywne niż suszarka, ale lepsze niż nic.
Po wysuszeniu, filament przechowuję w szczelnych pojemnikach z pochłaniaczem wilgoci (np. żelem krzemionkowym). To minimalizuje ryzyko ponownego zawilgocenia i oszczędza mi wiele frustracji.
Stół roboczy pod pełną kontrolą: Jak uniknąć dramatu ze zbyt mocną lub za słabą adhezją?
Adhezja pierwszej warstwy to jeden z największych wyzwań przy druku z PETG, a problem może być dwojaki. Z jednej strony, PETG ma tendencję do zbyt mocnego przylegania do niektórych powierzchni, szczególnie do gładkich płyt PEI lub szkła. To może prowadzić do uszkodzenia powierzchni stołu podczas zdejmowania wydruku, co jest naprawdę bolesne. Aby tego uniknąć, zawsze stosuję warstwę separującą. Najprostszym i najskuteczniejszym rozwiązaniem jest cienka warstwa kleju w sztyfcie (np. biurowego), którą nakładam na stół przed drukiem. Tworzy ona barierę, która ułatwia odklejenie wydruku bez uszkodzeń.Z drugiej strony, możemy mieć do czynienia z klasycznym problemem zbyt słabej adhezji, czyli odklejania się wydruku od stołu. To zazwyczaj objaw niewłaściwych ustawień lub przygotowania. Aby temu zaradzić, upewnij się, że temperatura stołu jest w optymalnym zakresie, czyli 70-90°C. Kluczowe jest również idealne wypoziomowanie stołu i odpowiednia odległość dyszy od powierzchni. Czasem wystarczy delikatnie obniżyć dyszę (o 0.05-0.1 mm), aby pierwsza warstwa została odpowiednio "wgnieciona" w stół, co znacząco poprawia przyczepność.
Czysta dysza to podstawa: Szybki przegląd przed startem, który oszczędzi Ci nerwów
Zanim w ogóle pomyślę o rozpoczęciu druku z PETG, zawsze poświęcam chwilę na upewnienie się, że dysza jest absolutnie czysta. Resztki poprzedniego filamentu, zwłaszcza jeśli był to materiał o innej temperaturze topnienia, mogą prowadzić do zatorów, nierównej ekstruzji i fatalnej jakości pierwszej warstwy. Szybkie sprawdzenie i ewentualne czyszczenie (np. metodą "cold pull" lub po prostu przetarcie gorącej dyszy mosiężną szczotką) to mały wysiłek, który może zaoszczędzić mi godzin frustracji i zmarnowanego filamentu.
Klucz do sukcesu: idealne ustawienia w slicerze dla PETG
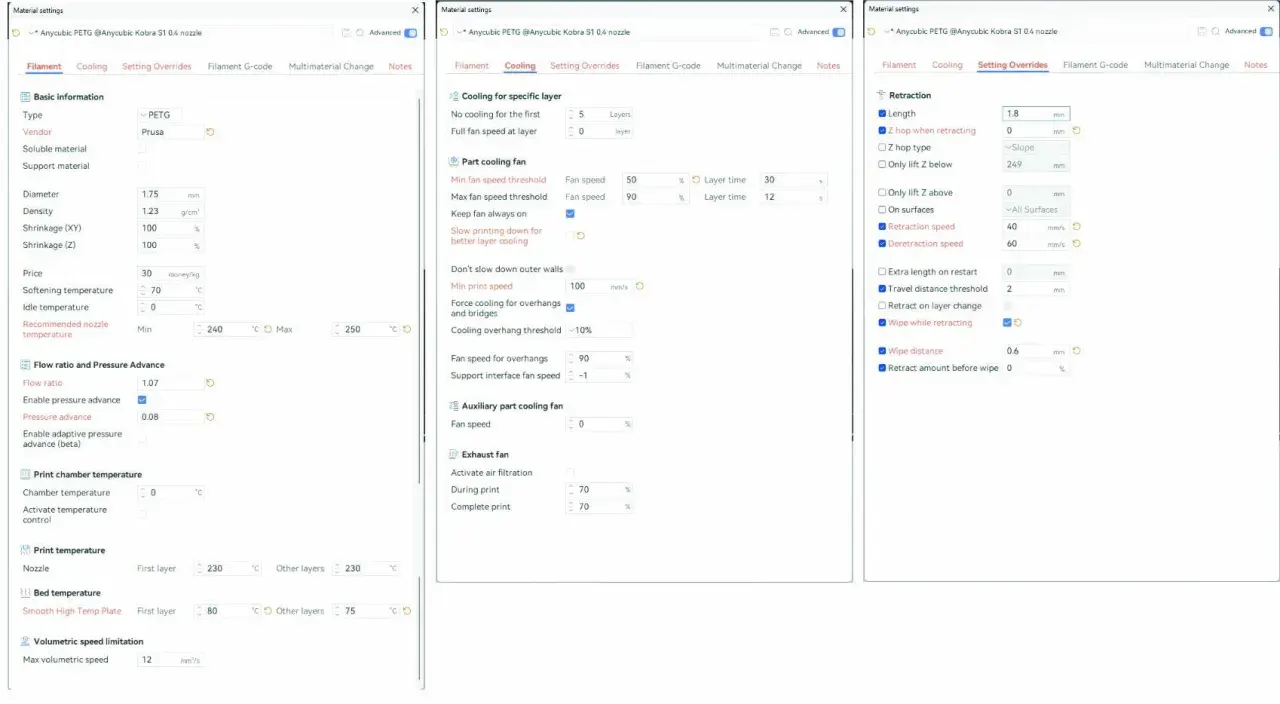
Ustawienia w slicerze to serce udanego druku z PETG. Z mojego doświadczenia wynika, że precyzyjne dobranie temperatur jest absolutnie kluczowe. Dla dyszy optymalny zakres to zazwyczaj 220-250°C, choć zdarza mi się drukować nawet do 260°C, w zależności od producenta filamentu. Zbyt niska temperatura dyszy skutkuje słabą adhezją warstw, co prowadzi do kruchych wydruków, które łatwo pękają. Z kolei zbyt wysoka temperatura to prosta droga do intensywnego nitkowania i nadmiernego przepływu materiału. Jeśli chodzi o stół, podgrzewany stół jest obowiązkowy. Zalecam ustawienie temperatury w zakresie 70-90°C. Zapewnia to nie tylko doskonałą przyczepność pierwszej warstwy, ale także skutecznie zapobiega podwijaniu się wydruku (warpingowi), co jest częstym problemem przy większych modelach.Moc chłodzenia: Dlaczego przy PETG "mniej znaczy więcej"?
W przypadku PETG, chłodzenie to temat, do którego podchodzę z dużą ostrożnością. W przeciwieństwie do PLA, PETG jest bardzo wrażliwy na zbyt szybkie chłodzenie. Zbyt intensywny nawiew może drastycznie pogorszyć przyczepność między warstwami, co sprawi, że wydruk będzie kruchy i podatny na pękanie. Dlatego zazwyczaj ustawiam moc wentylatora na stosunkowo niskim poziomie, w zakresie 20-50%. Eksperymentowanie w tym zakresie jest kluczowe. Całkowity brak chłodzenia, choć czasem stosowany w specyficznych przypadkach, zazwyczaj nasila nitkowanie, ponieważ filament nie zastyga wystarczająco szybko. Moja zasada jest prosta: zaczynam od 20-30% i zwiększam tylko wtedy, gdy widzę problemy z detalami lub mostami.
Diabeł tkwi w prędkości: Jak drukować wydajnie, nie tracąc na jakości?
Prędkość druku z PETG to kolejny parametr, który wymaga wyczucia. Zazwyczaj celuję w zakres 35-60 mm/s. Drukując zbyt szybko, ryzykuję pogorszenie jakości powierzchni, a co gorsza, osłabienie adhezji między warstwami. Filament nie ma wtedy wystarczająco dużo czasu, aby odpowiednio się stopić i połączyć z poprzednią warstwą. Zbyt wolny druk z kolei może nasilać nitkowanie i tworzyć niepotrzebne "bąble" na powierzchni. To kwestia znalezienia złotego środka, który pozwoli na efektywny druk bez kompromisów w jakości.
Pierwsza warstwa najważniejsza ze wszystkich: Jak ją dopracować do perfekcji?
Nie mogę wystarczająco podkreślić, jak krytyczne jest dopracowanie pierwszej warstwy podczas drukowania z PETG. To fundament, na którym opiera się cały wydruk. Jeśli pierwsza warstwa nie przylega idealnie lub jest źle uformowana, cały projekt jest zagrożony. Oto moje wskazówki, aby osiągnąć perfekcję:
- Precyzyjne wypoziomowanie stołu: To absolutna podstawa. Stół musi być idealnie płaski i wypoziomowany.
- Odpowiednia wysokość dyszy: Dysza powinna być wystarczająco blisko stołu, aby "wgnieść" filament w powierzchnię, ale nie na tyle blisko, by blokować przepływ. Zazwyczaj celuję w lekkie spłaszczenie filamentu, bez widocznych przerw między liniami.
- Optymalne temperatury: Jak już wspomniałam, temperatura stołu (70-90°C) i dyszy (220-250°C) są kluczowe dla adhezji.
- Wolna prędkość pierwszej warstwy: Zmniejszenie prędkości druku pierwszej warstwy (np. do 15-25 mm/s) daje filamentowi więcej czasu na prawidłowe przyleganie.
- Warstwa separująca: Pamiętaj o cienkiej warstwie kleju w sztyfcie, aby zapobiec zbyt mocnemu przyleganiu.
Pokonaj największe koszmary druku z PETG
Druk z PETG, choć satysfakcjonujący, potrafi przysporzyć kilku typowych problemów. Najczęstszym z nich, z którym boryka się chyba każdy, jest nitkowanie (stringing). Te irytujące, cienkie niteczki filamentu pojawiające się między częściami wydruku potrafią zepsuć nawet najlepiej zaprojektowany model. Na szczęście, istnieje kilka sprawdzonych sposobów, aby sobie z nimi poradzić:
- Kalibracja retrakcji: To najważniejszy parametr w walce z nitkowaniem. Eksperymentuj z prędkością retrakcji (25-40 mm/s) i dystansem retrakcji (3-7 mm). Pamiętaj, że dla ekstruderów typu Bowden zazwyczaj potrzebne są większe wartości dystansu niż dla Direct Drive.
- Obniżenie temperatury druku: Czasem wystarczy obniżyć temperaturę dyszy o 5-10°C, aby zmniejszyć płynność filamentu i ograniczyć nitkowanie.
- Zwiększenie prędkości ruchów jałowych (travel speed): Szybsze przemieszczanie się dyszy między punktami druku daje mniej czasu na wyciek filamentu.
- Wysuszenie filamentu: Jak już wspominałam, wilgotny filament to główny winowajca nitkowania. Zawsze upewnij się, że Twój PETG jest suchy.
Wydruk odkleja się lub podwija (warping)? 3 proste sposoby na idealną przyczepność
Problem odklejania się wydruku od stołu lub jego podwijania (warping) to kolejna bolączka, która może zrujnować nawet długi wydruk. Na szczęście, istnieją proste i skuteczne rozwiązania, które pomogą Ci osiągnąć idealną przyczepność:
- Zwiększenie temperatury stołu: Upewnij się, że Twój stół jest odpowiednio podgrzany, najlepiej w zakresie 70-90°C. Wyższa temperatura pomaga utrzymać wydruk w cieple i zapobiega jego kurczeniu się.
- Dokładne wypoziomowanie stołu: To podstawa. Stół musi być idealnie wypoziomowany, a odległość dyszy od stołu musi być precyzyjnie ustawiona, aby zapewnić optymalne "wgniecenie" pierwszej warstwy.
- Zastosowanie warstwy adhezyjnej lub brim/raft: Użyj kleju w sztyfcie lub lakieru do włosów na powierzchni stołu. W slicerze możesz również włączyć opcję brim (dodatkowa krawędź wokół wydruku) lub raft (podkładka pod wydrukiem), które znacząco zwiększają powierzchnię styku z podłożem i stabilizują model.
Słaba spoistość warstw i pękanie modelu: Jak wzmocnić swoje wydruki?
Jeśli Twoje wydruki z PETG są kruche, łatwo pękają lub warstwy słabo się ze sobą łączą, to zazwyczaj jest to sygnał, że coś jest nie tak z parametrami termicznymi. Główne przyczyny to:
- Zbyt niska temperatura druku: Filament nie topi się wystarczająco, aby dobrze połączyć się z poprzednią warstwą.
- Zbyt duża prędkość druku: Filament nie ma wystarczająco dużo czasu na prawidłowe połączenie.
- Zbyt intensywne chłodzenie: Zbyt silny nawiew wentylatora chłodzącego powoduje zbyt szybkie zastyganie filamentu, zanim zdąży się on związać z poprzednią warstwą.
Aby wzmocnić swoje wydruki i poprawić spoistość warstw, spróbuj następujących rozwiązań:
- Zwiększ temperaturę dyszy: Podnieś temperaturę o 5-10°C, pozostając w zalecanym zakresie.
- Zmniejsz moc wentylatora chłodzącego: Ogranicz chłodzenie do 20-40%, a dla pierwszych kilku warstw możesz je nawet całkowicie wyłączyć.
- Zmniejsz prędkość druku: Daj filamentowi więcej czasu na związanie się.
Kropelki i "bąble" na powierzchni: Szybka diagnoza i skuteczne rozwiązanie
Jeśli zauważasz na powierzchni swoich wydruków z PETG małe kropelki, nierówności lub "bąble", to niemal na pewno masz do czynienia z wilgotnym filamentem. To klasyczny objaw, który świadczy o tym, że woda zawarta w filamencie zamienia się w parę podczas ekstruzji, tworząc te nieestetyczne defekty. Diagnoza jest prosta, a rozwiązanie jeszcze prostsze: natychmiast wysusz filament. Bez tego, wszystkie inne próby poprawy jakości wydruku będą daremne.
Porady dla zaawansowanych: wyciśnij z PETG jeszcze więcej!
Dla tych, którzy chcą pójść o krok dalej i eksperymentować z PETG, mam kilka zaawansowanych wskazówek, szczególnie jeśli interesuje Cię druk transparentny. Uzyskanie maksymalnej przezroczystości z PETG to prawdziwa sztuka, ale efekt potrafi być oszałamiający:
- Precyzyjna kontrola temperatury: Musisz znaleźć idealną temperaturę, która pozwoli na maksymalne stopienie filamentu bez jego degradacji. Często jest to górny zakres zalecanych temperatur.
- 100% wypełnienia: Aby uniknąć pęcherzyków powietrza wewnątrz wydruku, drukuj z pełnym wypełnieniem.
- Druk z grubymi ściankami: Grubsze ścianki (np. 3-5 linii) mogą pomóc w uzyskaniu lepszej przezroczystości.
- Bardzo niska prędkość druku: Drukuj bardzo wolno (np. 15-25 mm/s), aby filament miał czas na idealne ułożenie się i połączenie.
- Minimalne chłodzenie lub brak chłodzenia: Całkowicie wyłącz wentylator chłodzący lub ustaw go na minimalnym poziomie, aby warstwy miały więcej czasu na stopienie się ze sobą.
- Specyficzne ustawienia retrakcji: Eksperymentuj z retrakcją, aby zminimalizować pęcherzyki powietrza i niedodruki, które mogą wpływać na przezroczystość. Czasem lepszy jest brak retrakcji lub bardzo mała retrakcja.
Usuwanie podpór bez walki: Jak ułatwić sobie pracę z supportami?
Podpory są często niezbędne przy druku z PETG, ale ich usuwanie potrafi być uciążliwe. Na szczęście, istnieją strategie, które mogą to znacznie ułatwić:
- Optymalne ustawienia odstępu podpór: Kluczowe są parametry Z-distance (odstęp w osi Z) i X/Y-distance (odstęp w osiach X i Y). Zwiększenie Z-distance (np. do 0.2-0.3 mm) sprawi, że podpory będą łatwiejsze do oderwania, ale może pogorszyć jakość powierzchni styku. Trzeba znaleźć złoty środek.
- Typ podpór: Wiele slicerów oferuje różne typy podpór, np. tree supports (podpory drzewiaste). Są one często łatwiejsze do usunięcia i zużywają mniej materiału.
- Interfejs podpór: Niektóre slicery pozwalają na dodanie specjalnego interfejsu (np. kilku gęstych warstw) między podporą a modelem, co ułatwia oddzielenie.
- Materiały rozpuszczalne: Jeśli posiadasz drukarkę z podwójnym ekstruderem, rozważ użycie materiału rozpuszczalnego (np. PVA) jako podpór. To najbardziej komfortowe rozwiązanie, choć generuje dodatkowe koszty.
Łączenie i wykończenie wydruków: Czym skutecznie kleić i jak obrabiać modele z PETG?
Wydruki z PETG są wytrzymałe, ale ich obróbka i łączenie bywają bardziej wymagające niż w przypadku PLA. Ważne jest, aby pamiętać, że PETG nie reaguje na aceton, co oznacza, że nie możemy go wygładzać oparami acetonu tak jak ABS. Jeśli chodzi o łączenie części, mam kilka sprawdzonych metod:
- Kleje cyjanoakrylowe ("Super Glue"): To mój podstawowy wybór. Działają szybko i tworzą mocne połączenie. Upewnij się, że powierzchnie są czyste i suche.
- Dwuskładnikowe kleje akrylowe/metakrylowe: Oferują bardzo mocne i trwałe połączenia, często z pewną elastycznością. Są idealne do elementów, które będą narażone na większe obciążenia.
- "Spawanie" lutownicą z regulacją temperatury: To bardziej zaawansowana technika. Używając lutownicy ustawionej na niską temperaturę (np. 200-220°C) i kawałka filamentu PETG, można "spawać" ze sobą części, tworząc bardzo mocne i estetyczne połączenie. Wymaga to jednak wprawy.

Druk z PETG odczarowany: Podsumowanie kluczowych zasad
Mam nadzieję, że ten przewodnik rozwiał wiele Twoich wątpliwości i sprawił, że druk z PETG wydaje się mniej skomplikowany. Pamiętaj o tych kluczowych zasadach, a Twoje wydruki z PETG będą niezawodne i estetyczne:
- Suszenie filamentu to podstawa: Wilgotny PETG to przepis na katastrofę. Zawsze susz i przechowuj filament prawidłowo.
- Kontrola temperatury: Optymalne temperatury dyszy (220-250°C) i stołu (70-90°C) są kluczowe dla adhezji i spoistości warstw.
- Mniej chłodzenia: PETG nie lubi gwałtownego chłodzenia. Ustaw wentylator na 20-50% mocy.
- Precyzyjna pierwsza warstwa: Wypoziomowanie stołu, odpowiednia wysokość dyszy i warstwa separująca to gwarancja sukcesu.
- Retrakcja to Twój przyjaciel: Kalibruj retrakcję (25-40 mm/s, 3-7 mm), aby zwalczyć nitkowanie.